A sampling of some of our speciality machines built for our clients:
Needle-forming Machine
Needle-forming Machine
A fully-automatic machine coins the point geometry and then curves the needles. A series of collets hold the needles as they pass through three coining stations and a curve station.
An Allen-Bradley PLC and touchscreen provide control and operator interface. Two stepper motors provide the programmable motion.
The needles range from .006 to .012 inches in diameter and .156 to .512 inches in length.
The production rate is 450 parts per hour. We worked extensively with the customer to integrate their processes and tooling into a machine of our design.
Acid Table for Etching Surgical Needles
Acid Table for Etching Surgical Needles
An eight-station rotary dial machine etches the point profile on twelve surgical needles at once.
This machine accommodates needle diameters from .003 to .012 inches and lengths from .156 to .688 inches.
The needle position, etch time, and etch current are programmable. Two etch stations are used to reduce process time. The needles are then rinsed and dried before removal.
A Mitsubishi PLC with a Beijer operator screen provides data input and machine control.
Terminal Insertion Machine
Terminal Insertion Machine
A bowl-fed, eight-station, rotary dial machine feeds a molded electrical connector into nests on the dial. Four terminals are cut from strips and inserted into the front row of the connector.
Either two or four terminals are inserted into the rear row for a total of six or eight terminals.
A vision inspection system confirms the count and installed depth of the terminals. The parts are ejected into pass or fail bins.
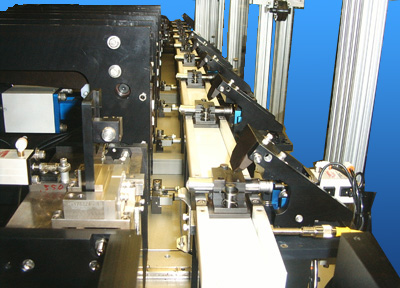
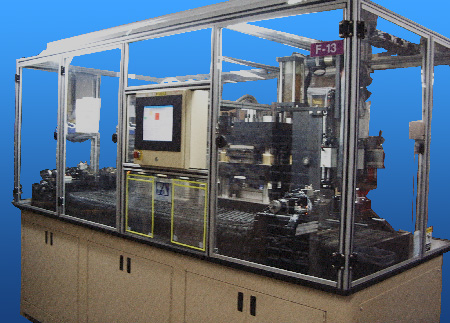
Surgical Needle-Forming Machine
Surgical Needle-Forming Machine
This is a fully-automatic surgical needle forming machine, capable of handling needle diameters from .010 to .032 inches and lengths from .440 to 1.44 inches.
It feeds fifty-two needles at once, into a transfer clamp, which brings the needles to two grinding stations, which shape the cutting edges. Each face is 120º apart, with all sides converging to a point.
The needles are then transferred to a hydraulic-coining press, which flat-presses all fifty-two needles to a programmable pressure.
The clamp then rotates all fifty-two needles 90º and then side presses to a programmable pressure. The side press and flat press pressures are different. The press does not have down stops.
The computer monitors the pressure rise using an analog transducer. After pressing, the needles are fed into a curving station and shaped to a 135 or 180º curvature.
A Windows XP-based computer using a Visual BASIC program and a touchscreen controls seven Servo motors, including coordinated motion for grinding.
The computer also stores up to 256 variables for forty-five different needle codes, including pressure, distance, velocity, acceleration, diameter, and length for the parts being processed. Production rate is near 2,500 parts per hour.
Obturator Assembly Machine
Obturator Assembly Machine
A hopper feeds a tube into a central clamp. Two, eight-station turrets equipped with forming tools index and then form both ends of the tube.
The turret indexes to the next tools. After forming, the clamp opens, dropping the tube into a bin. Sensors detect broken tools, and overload springs limit the maximum force exerted by the toggle links that drive the turrets forward to form the tube.
An Allen Bradley PLC with a Beijer touchscreen provide machine control, data input, production data, and error messages.
Wire Straightener, Feeder, Cutter and Laser Driller
Wire Straightener, Feeder, Cutter and Laser Driller
A fully-automatic, dual-counter, rotating straightener straightens and feeds wire to a cut module. The module feeds the wire to a programmed length +/- .001 inches.
The laser is triggered, drilling a hole in the end of the needle. After drilling, the end is annealed. The needle is then cut using a capacitor discharged into a solenoid to provide a very fast cut without leaving a burr.
A Mitsubishi PLC and a Beijer touchscreen provide the control and operator interface. The machine rate is 40 parts per minute, limited by the laser cooling requirements.